
Sealing in high temperature environments
Seals used for boiler feed pumps work in harsh environments which can lead to premature failure, decreased productivity and costly maintenance. It is important to know how seals are affected in these applications and what products can be used to ensure optimal seal life.
Boiler feed water plays an important role in boiler operations. A feed pump raises the pressure of the feedwater high enough to allow it to enter the boiler where it is turned into steam and used in for various heating applications. It is the increased temperature of water during this process which can cause damage to seals.
 A challenging environment
A challenging environment
Sealing hot boiler feed water presents a number of challenges to mechanical seals not found when sealing other hot liquids, including viscosity, pressure, chemistry and specific gravity.
One of the most important considerations is temperature as it affects the physical and chemical properties of water. As water temperature increases, viscosity begins to decrease as does specific gravity.
This means the water lubricating film is not thick enough to separate the sliding surfaces of seal faces, leading to seal damage and decreased seal life.
Therefore, cooling hot boiler feed water is imperative in ensuring long seal life. For safe and reliable seal operation, water temperature should be kept below 65°C (150°F) to keep viscosity above 0.0043 P (0.43 cP).
While the energy lost in cooling can be expensive, keeping the seal chamber cool will greatly increase seal life.
Cooling the seal
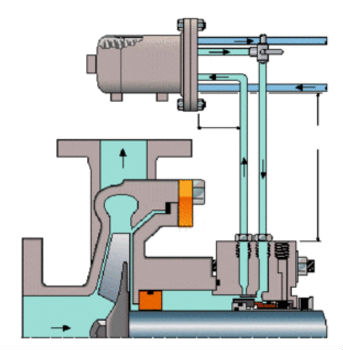
Plan 23 seal piping
According to Jason Lynch, Director at FITT Resources, the Chesterton 180 cartridge and 442 Split PR seal range is ideal for hot boiler feed water.
“The Chesterton PR range is designed specifically for hot water and hot hydrocarbons, using piping plan 21 and 23 as a proven boiler feed water sealing solution.
“The seals provide maximum reliability over a wide range of temperatures and pressures by maintaining face flatness and ensuring ideal face lubrication is achieved and prevents volatile fluids from vapourizing, commonly known as flashing.
“It also has a unique cut-water design to provide an ideal flow pattern, and provide efficient seal cooling. These features ensure long, reliable, economical seal life without reducing system efficiency.”
The PR seal uses a built-in pumping ring to move hot water in the seal chamber out of the chamber, through a heat exchanger, then back into the seal chamber to continuously cool the seal only, rather than reduce the temperature of the boiler feed water in the pump casing. This eliminates the need for an outside source of treated cold condensate.
The pump shaft rotation uses the seals pumping ring to circulate the boiler feed water to and from the seal chamber.
 Since there is no mixing of cooled water between the seal chamber and the pump, the heat exchanger only removes the heat generated by the seal and a small portion of heat absorbed from the pump (heat soak).
Since there is no mixing of cooled water between the seal chamber and the pump, the heat exchanger only removes the heat generated by the seal and a small portion of heat absorbed from the pump (heat soak).
The independent pumping system helps to reduce pressure differentials resulting in lower flow velocities, are less susceptible to clogging and erosion, and eliminate the need of in-line orifices.
Furthermore, due to the thermo-siphon performance for hot standby conditions, the seal is shielded from the effects of heat even when the pump is not running, or the plant is idle.
The Chesterton PR range comes in a variety of sizes from 1” to 6” non-split seal, and 1” to 7 ¾” split seal, with system parameters of 2500 psig/170 bar g, 550°F/280°C, and 5000 fpm 25 m/s.
For more information, contact the FITT Resources team or visit https://fittresources.com.au/sealing-chesterton/.